






















Produkter










Micro 60W keramisk varmepatron til 3D -udskrivning
Greenway er en professionel mikro 60W keramisk varmelegeme til 3D -udskrivningsproducent og leverandør i Kina. Vi er specialiseret i opvarmningselementløsninger mere end 10 år. Udover eksisterende varmeelementer leverer vi også tilpassede opvarmningselementløsninger og -tjenester til at imødekomme kundens forskellige behov i henhold til kundernes tegninger eller prøver under hjælp fra vores eget F & U -team.
Send forespørgsel
Produkt beskrivelse
Specifikation af mikro 60W keramisk varmelegeme til 3D -udskrivning
|
Hovedmaterialer |
Aluminium keramik |
|
Anvendelse |
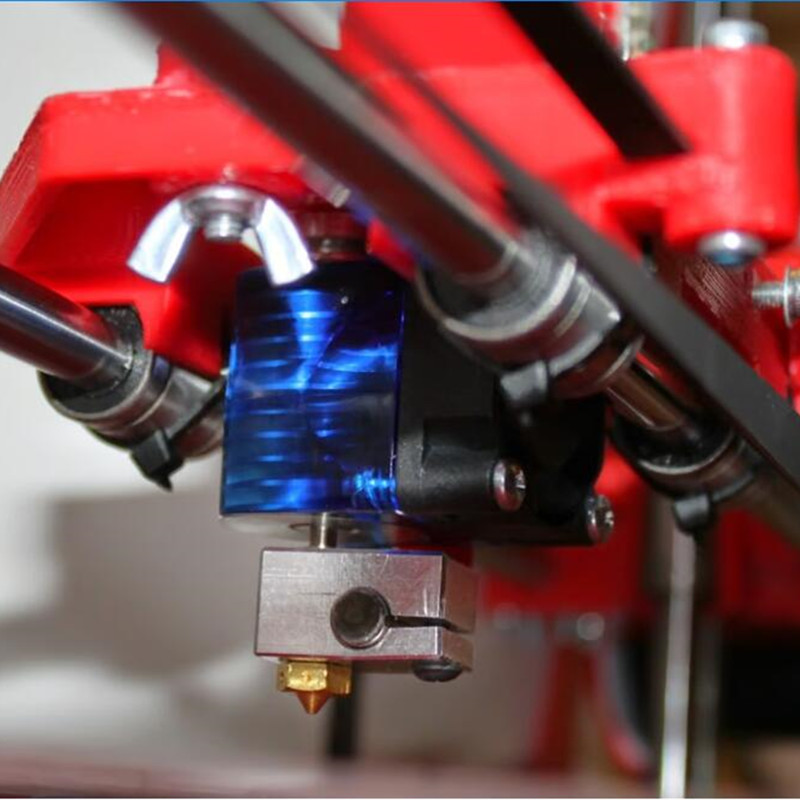
E3D -printerhotends |
|
Keramisk varmelegeme patronform |
Rør/kop/ring/plade ect |
|
Arbejdsspænding |
12V eller 24V |
|
Arbejdskraft |
40W-60W-80W |
|
Keramisk varmelegeme patrondimension |
Off -the -shelf -modeller eller tilpassede |
|
Arbejdstemperatur |
300 ~ 500 ℃ |
|
Opvarmningshastighed (kun varmelementelement) |
15 sekunder til 300 ℃ |
Hvad er fordelene ved keramisk varmerpatron til 3D -udskrivning?
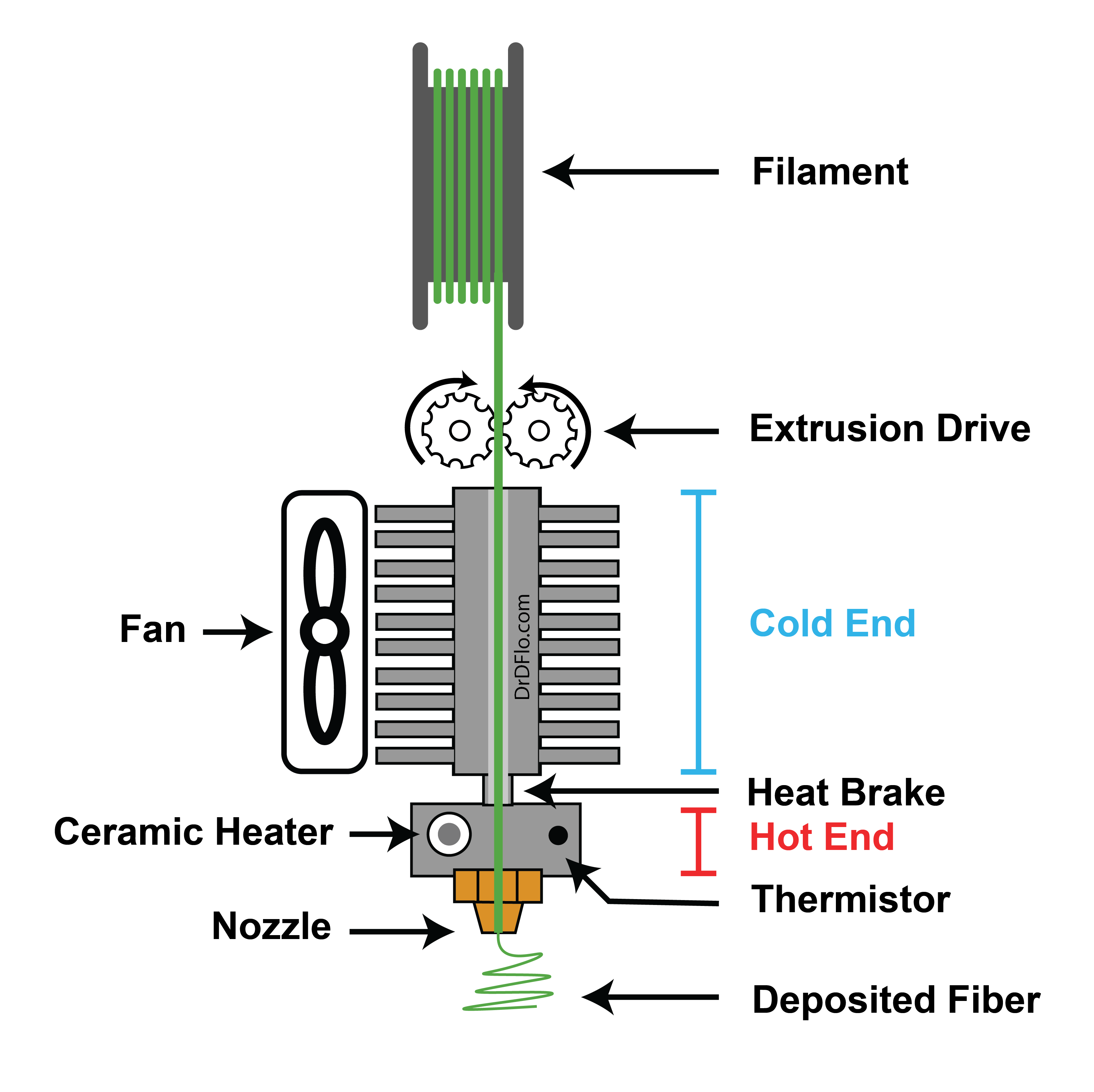
For at øge temperaturen på den varme ende til en høj nok temperatur til at smelte plast, bruges et varmeelement. Næsten alle ekstrudere bruger resistive varmeapparater, hvor elektrisk energi omdannes til varmeenergi. Tidlige ekstrudere brugte isoleret nichromtråd, som blev opviklet omkring den varme ende. Denne opsætning gav ujævn opvarmning, fordi den var afhængig af, hvor tæt ledningen blev opviklet og pakket rundt om den varme ende. I dag bruger de fleste ekstrudere en standardiseret keramisk varmelegeme. Inde i den cylindriske metalskede af dette varmeelement er en resistiv ledning pakket rundt om en isolerende keramisk kerne. Fordelen ved dette patrondesign er, at alle varmeelementer inden for en bestemt klasse vil have en kendt varmeudgang og pasform snuggly inde i et fast diameterhul. For højere varmeudgange, som er nødvendige for ekstrudere med høj strømningshastighed, kan der anvendes større keramiske varmelegeme. Strømsudgangen fra en varmelegeme patron måles i Watts med en standard ekstruder ved hjælp af en patron med 25 til 60 W opvarmningsoutput.
De fleste 3D -printerhotends bruger en keramisk varmelegeme, skønt nogle ældre design bruger strømmodstande eller nichrome ledning. Denne komponent er, som navnet antyder, ansvarlig for opvarmning af hotend. Varmeblokken klemmer normalt omkring varmeapparatet for at give god kontakt.

Hot Tags: Micro 60W keramisk varmepatron til 3D -udskrivning, producenter, leverandører, fabrik, Kina, lavet i Kina, engros, køb, tilpasset
Produkt Tag
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.










X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik